-

- 滄州格寧管道設(shè)備有限公司
-
全國服務(wù)咨詢熱線:
15303173722
15303173722
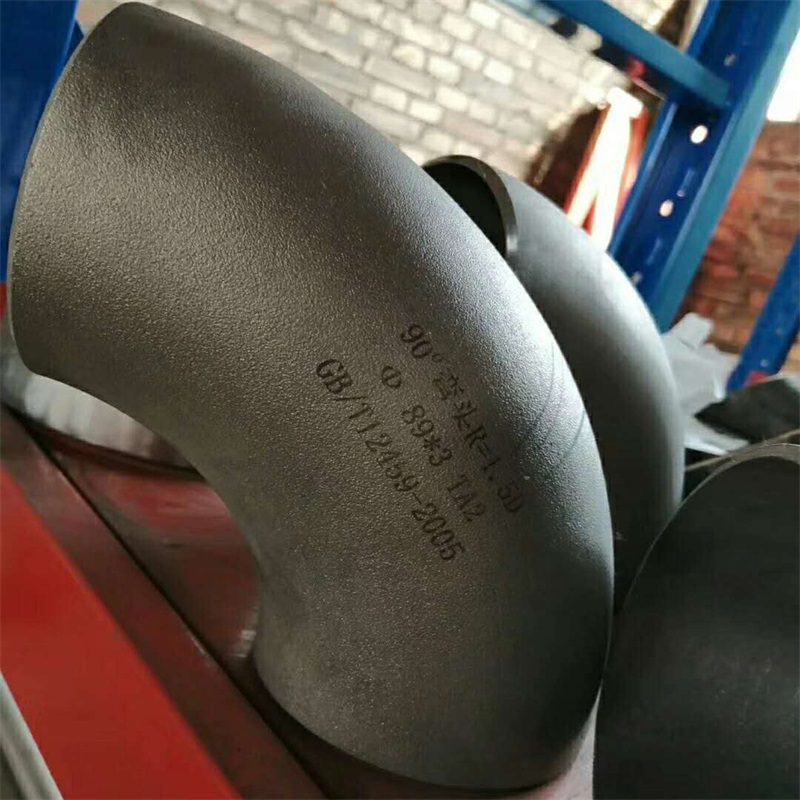



產(chǎn)品描述



您是第10534240位訪客
版權(quán)所有 ©2026-04-17 冀ICP備17034970號-2
滄州格寧管道設(shè)備有限公司 保留所有權(quán)利.
手機網(wǎng)站

微信號碼
地址:河北省 滄州 鹽山縣 邊務(wù)鎮(zhèn)前胡同村
聯(lián)系人:竇彪先生(經(jīng)理)
微信帳號:15303173722


品來樣定做")
品來樣定做")



